Innovative Measurement Technology Enables Next Level Industrial Am
Reichenbacher relies on Ophir BeamPeek Measurement System
The metalworking industry is evolving. Additive manufacturing methods — even in combination with machining treatments — are paving the way for more efficient processes and innovative designs. Reichenbacher Hamuel GmbH has recognized this potential. In very short order, the company developed industrial additive manufacturing systems based on the laser powder bed fusion process. Here, measuring technology plays a decisive role: The company uses the compact Ophir BeamPeek high power laser beam analysis and power measurement system from MKS Instruments for research and development, as well as for quality assurance and maintenance. The Reichenbacher team was impressed by both the system’s ease of operation and the wide range of measurement options it offered.
Customized additive manufacturing systems
Reichenbacher, which is part of the SCHERDELGroup, is known worldwide primarily for
its high-quality 5-axis CNC machining centers, which are used in aircraft, automotive, ship
and rail vehicle construction, as well as in the woodworking industry or by manufacturers
of components made of aluminum, plastic or composite materials. In the metal processing
sector, the company has expanded its portfolio to include the design and production of
large-format, industrial-scale additive manufacturing systems. Together with experienced
partners, Reichenbacher implements customized systems that integrate the entire process
chain of laser powder bed fusion (LPBF). Knowing and verifying the parameters of the laser
beam at every stage of development proved to be essential, as Dr. Alexander Kawalla-Nam,
Head of Additive Manufacturing at Reichenbacher, explains: "Laser systems for additive
manufacturing are very complex. Especially our large-format systems, which have multiple
laser sources, must be optimally adjusted to ensure production quality. This is why we were
looking for a measuring device that could be used for testing throughout the entire lifecycle
of our products, from development to maintenance."

Handling without set-up changes
Because the essential first step of any project is to define
the requirements, the Reichenbacher team compiled the
specifications for a measuring device that would suit their
application. In terms of the range of functions, the machine
manufacturer was concerned with measuring individual
parameters of the beam, such as its diameter, position, and
shape, as well as the power and power density. But the
system should also be able to display the beam caustics,
i.e. a representation of the beam from the processing
optics to the focus and any subsequent expansion. Equally
important to the team was ease of use: "We work with fine
metal powders in space-constrained construction chambers,
so we wanted to avoid water- or air-cooling at all costs in
order to make it as easy to operate as possible, also for the
service technicians," explains Lukas Gahn, development and
application engineer at Reichenbacher.
Innovation at just the right time
The team started a market analysis and evaluated various
measuring devices that were already available. That was
right when MKS Instruments was launching its new Ophir
BeamPeek analysis system, which was developed specifically
to meet the requirements of additive manufacturing.
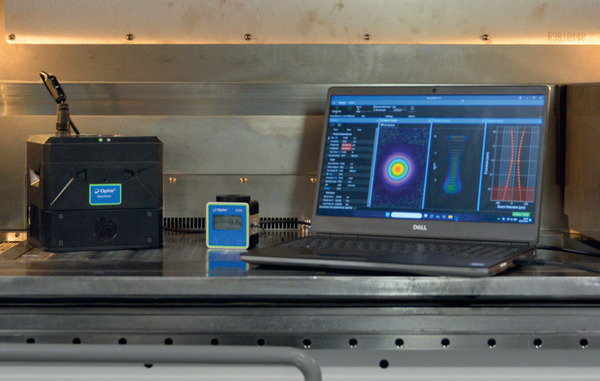
For Dr. Kawalla-Nam, the timing was perfect: "The BeamPeek
system appealed to us straight away: It's compact, it requires
no water- or air-cooling, and its semi-automated analysis
software also lets you calculate the beam caustic parameters
and display them in relation to the building plane in the AM
chamber.
As beta testers, we were given the opportunity to share suggestions for optimization with the development team." The innovative measuring device uses a patented* concept based on replaceable cooling inserts to absorb the resulting laser power. This avoids downtime between measurements without having to use water or active fans in the build space and is thus ideal for measuring the lasers in the Reichenbacher L-PBF systems. In just a few seconds it delivers the beam profile, a focus analysis, and a power measurement, as well as the beam caustic.
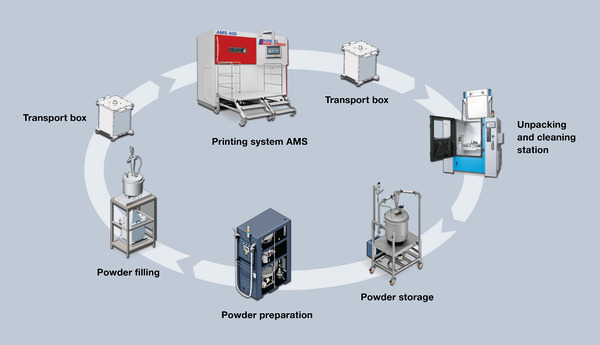
Flexibility saves time and money
Additive manufacturing systems from Reichenbacher are
built individually according to the customer's requirements.
They are also 'open' systems with regard to the material used.
In order to optimally adjust the various laser sources, optics
and materials to each other, the beam parameters must be
measured and compared again and again.
In the AMS 800 (build volume 800 x 800 x 500mm) and the AMS 400 (build volume 400 x 400 x 500mm), four fiber lasers with a laser power of 1 kW each work together on a single print job. The quality of the manufactured component can only be guaranteed if all laser systems comply exactly with the specifications.
The team uses the Ophir measuring system regularly, starting with the development process: "Since the customer has free choice in terms of the type of powder they'll use, the laser source type also has to vary. The BeamPeek system quickly provides us with all the relevant parameters, both when evaluating the laser sources and when configuring the laser setup. This saves us valuable development time," reports Dr. Kawalla-Nam.
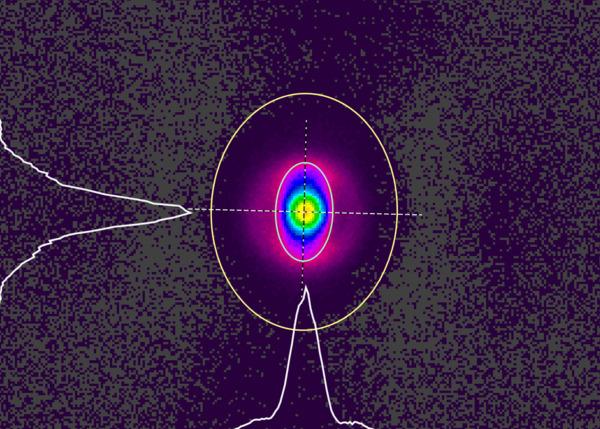
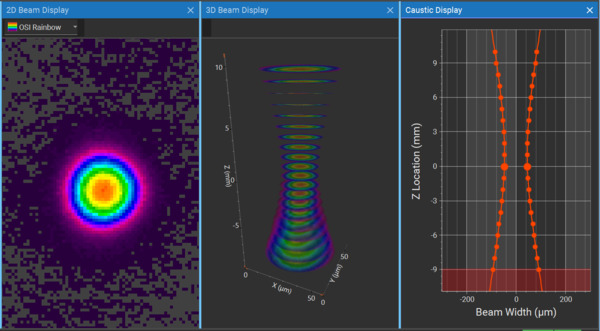
Fast identification of sources of error
The beam analysis system also provides crucial information
when it comes to troubleshooting, as this example shows.
After an optimization step on the protective glass for a plant's
optical systems, the team carried out a control measurement
using the BeamPeek system. In principle, a before-and-after
comparison of the laser's beam parameters should prove
whether the optimization was a success. Both the laser beam
diameter in various planes and the laser power in the focal
plane were measured. But here, there were inexplicable
deviations in the measurement values. The reason quickly
became clear when one looked at the shape of the beam:
It was suddenly elliptical at the focal plane. After checking
the optical components, this was traced back to
contamination on the outside of the protective glass
(not accessible from the build chamber). After the dirty
piece had been removed, cleaned and reinserted, a new
control measurement showed an almost perfectly round
laser beam in the focal plane over the entire 80W–1000W
power range (see figures 3 and 4).

A partnership with a future
Measuring the laser beams at the building plane is essential
for Dr. Kawalla-Nam's team. Beam shape, laser power and
beam caustics are key parameters for ensuring the quality
of the system – and therefore also the production quality.
When they only need to measure the laser power, the team
will also sometimes use the even more compact Ophir Ariel
Industrialized Laser Power Sensor with display. But most
of the time, Lukas Gahn turns to the BeamPeek system:
"Ophir Ariel is great when it comes to measuring laser
power. However, since we're primarily interested in the beam
caustics, we usually work with the BeamPeek system. Even
so, it only takes a few minutes to set up the measurement,
which then only takes seconds."